Tine’s dairy products carefully handled by Toyota AGV
TINE Meieriet Tretten produces a wide range of porridge and cheese products. The goods are automatically picked up on a conveyor belt and stored in a 9-metre-high feed rack by an automated reach truck from Toyota Material Handling.

About TINE Tretten
TINE SA is Norway's largest producer, distributor and exporter of dairy products. Their goal is to provide their consumers with food that comes with a healthier and positive experience. It has been a long time since there was a dairy in almost every town and there will be fewer. However, the fear of closure is not an issue among the 115 employees at TINE Dairy Tretten. Here, the workforce is constantly being expanded while investing in new machines. On nine production lines, a number of cheeses are produced. But it is the various porridge products that account for really large volumes, with 100,000 cups of porridge per day.
Facts & figures
- Company: Tine
- Location: Tretten, Norway
- Industry: Dairy
- Applications: horizontal transport, storage, coldstore
- Trucks: 30 manual forklift trucks, 1 automated reach truck

Automation where possible
In 2016 the dairy at Tretten was moved to a completely new warehouse. Like in other TINE facilities, flows were automated where possible. Besides semi-automated shuttles, gravity flow racking and conveyors, an AGV was introduced to move dairy goods into the finished goods warehouse.
Toyota Material Handling was chosen because they had delivered automation solutions to other TINE plants before, but for the first time an automated reach truck was implemented.
The Autopilot from Toyota manages 1600 pallet locations in the gravity flow racking and is able to operate in other warehouse areas during the high season.
Running up to 17 hours per day
For the past two years, the Tine dairy in Tretten has been working closely with Toyota Material Handling to get the automated BT Reflex reach truck introduced in their operation.
Both Toyota’s application engineer Frode Holm and Kristian Tande, department manager for warehouse operations at Tretten, emphasise that there was a very good collaboration and a good understanding that both parties needed the necessary time to get to the finish line.
Kristian Tande is very satisfied with the AGV from Toyota, which runs from five o'clock in the morning until ten o'clock in the evening. It has a capacity of 26 pallets per hour, depending on how high it has to lift. The goods with the highest turnover speed are therefore placed in the lowest locations.
Listing up the benefits
It does take longer for an AGV to retrieve and pick pallets compared to a manual truck with driver due to the narrow operating space at Tine Tretten. This reduces the truck speed to maximum 2.2 m/s and requires the necessary checks by the camera and adjustment of the fork position to ensure safe load handling – but above all, it brings a lot of benefits to Tine:
- Improved safety
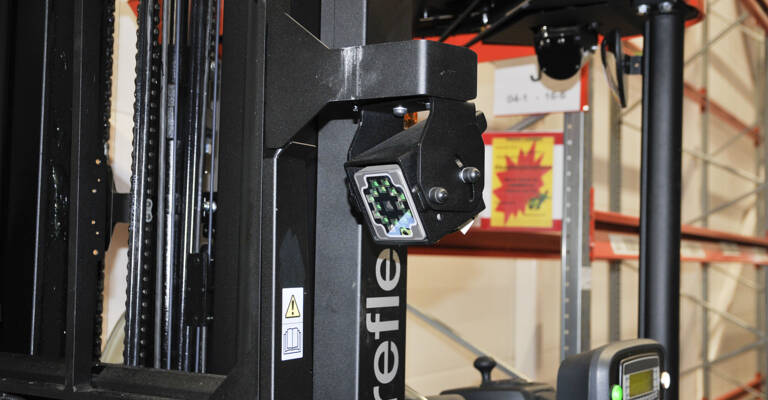
The automated reach truck is equipped with scanners for obstacle detection, has a blue spot to warn workers of its presence and has cameras to position the pallet correctly in the racking. - Employee satisfaction
“It relieves drivers from a very monotonous work task”, says Tande. “Sitting sideways, driving short stretches and placing pallets on the racking all day is both stressful and non-challenging.“ - Cost-effectiveness:
Reduced personnel costs. - Raised productivity
The AGV runs 16 to 17 hours a day, without any lunch break or collisions. It can charge for a few minutes when there is no pallet on the conveyor and the connection with the wall-mounted charger for the Li-ion battery is completely automated. - Less maintenance
Compared to a conventional reach truck, it runs much smoother and quieter, without quick accelerations or decelerations. Consequently, the drive wheel only has to be replaced every 10,000 hours instead of every 2,500 hours. In the 3,000 hours the truck has run, it handled between 65,000 and 70,000 pallets, which is quite a lot compared to a manual truck.

Employee experience
The TINE employees notice that the AGV stops once in a while, not due to a technical issue, but for example when there is a small wood chip in front of one of the sensors.
Frode Holm states that workers can quickly get the truck up and running again, by driving the truck manually (all Autopilots from Toyota can be operated manually). Even though workers are notified by the sound of the truck stopping, Kristian Tande appreciates the text message notification, which is convenient when performing other work tasks

Growth requires more automation
Kristian explains that the capacity of 26 pallets per hour is sufficient on a normal production day, but during the porridge season significantly more is produced and then manual reach trucks are supporting the AGV.
Now that production has grown by around ten percent a year, Tine is considering purchasing an extra automated truck for the warehouse. This may need some space restructuring, as the warehouse was originally built for manual operation.
If they had to build a new warehouse today, they would adapt it better for automated trucks, with better quality of the floor and more space.